Looking at different stainless-steel families, we find high-alloyed austenitic and duplex stainless steels. All different grades are used in a wide range of temperatures, corrosion environments, and applications.
The challenge is developing different materials and product forms that can outperform their standard property portfolio to increase process efficiency and equipment lifetime and reduce costs. Duplex stainless steels show excellent corrosion resistance and double the strength compared to standard austenitic steels, thereby decreasing material costs. Composite and bi-metallic tubes are used where process conditions require properties and cost evaluations that cannot be met only by one material.
Different solutions are provided to the industry to avoid corrosion in demanding environments. Optimization of process conditions, coating, and cathodic protection, for example, can help.
Another way is to select corrosion-resistant stainless steels like duplex, bi-metallic, or composite tubes. All the product forms listed so far help to make processes safer, extend service life, and reduce costs.
Duplex Stainless Steels
The development of new corrosion-resistant steels, such as duplex steels, was enabled by innovations in the steel industry. With the introduction of metallurgical processes (e.g., argon-oxygen decarburization, vacuum oxygen decarburization) and the Creusot-Loire Uddeholm process, it has become possible to reduce and control carbon.
Other elements, such as nitrogen, can now be controlled precisely and used as an alloying element in various concentrations.1
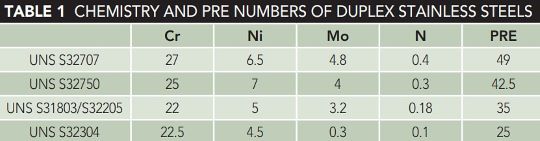
Duplex stainless steel contains two phases: austenite and ferrite. The structure offers several advantages over austenitic steels, including higher mechanical strength, superior corrosion resistance, and reduced price because of the lower nickel content.
Although duplex stainless steels show an attractive combination of corrosion resistance and mechanical strength, the service temperature in the welded condition is limited to the approximate range of 50 °C (-58 °F) to 250 °C (482 °F).

Design Benefits
The ease of retubing a heat exchanger comes from the small difference in thermal expansion between carbon steel and duplex steel compared to austenitic stainless steel. This means less thermal stress when combining carbon steel with duplex steel.
The typically two-fold increase in yield strength in duplex stainless steel relative to austenitic stainless steel, which is almost three times stronger when it comes to hyper duplex, allows for wall thickness reduction. At the same time, the material maintains a suitable pressure rating for the application.
Regarding carbon steel upgrades, the corrosion allowance typically needed for carbon steel tubing is unnecessary, so wall thickness can be reduced.
Installation Examples for Duplex Stainless Steels
Atmospheric crude distillation unit, overhead system air cooler
The process conditions are as follows:
Tube side
- Tin 110 to 100 °C (230 to 212 °F)/Tout 30 to 60 °C (86 to 140 °F)/Pressure 0.5 bar (7.25 PSI)
- H2S (hydrogen sulfide) gas up to 20,000 ppm; Free chlorides 1.5 to 50 ppm
- Ammonium chloride deposits
Shell side
Grade selection experience and service lifetime
- Coated carbon steel, maximum two years
- CuNi30Fe and CuNi10Fe, five to nine years
Change to hyper duplex stainless steel UNS S32707
- First installation in December 2007, expected service time 13 to 15 years
- The first heat exchanger is still in operation in March 2024 after 16 years
- The refinery has replaced all 48 air coolers with UNS S32707
Wastewater treatment heat exchanger
The service conditions are as follows:
Tube side
- Tin = 191 °C (376 °F), Tout 207 °C (405 °F), Pressure 8 MPa
Shell side
- Tin = 220 °C (428 °F), Tout 208 °C (406 °F), Pressure 7.8 MPa
Process liquid tube and shell side
- NaCl (sodium chloride): 308 ppm
- Formic acid: 18 g/l
- Chemical oxygen demand
Grade selection
- The customer’s first choice was Zr702
- After discussing the corrosion properties of UNS S32707 in formic acid, stress corrosion cracking (SCC), and some additional tests, UNS S32707 was selected
- Current lifetime of more than two years
Additional high chloride test
- Autoclave
- T = 100 °C (212 °F) and 125 °C (257 °F)
- Chloride content: 25%
- Time: 30 days
- No corrosion appeared; the surface is still in a mirror finish
Bi-Metallic Tubes
Bi-metallic tubes were developed for the fertilizer industry to replace titanium in ammonia (NH3) strippers or zirconium monotubes in nitric acid plants, thereby reducing fabrication and material costs.
The bi-metallic tubes consist of an outer tube in UNS S31050 (NH3 stripper) and UNS S31002 (nitric acid plant) with an inner lining of zirconium UNS R60702. The bi-metallic tube is produced with a mechanical bond between the two components. This ensures a firm inner lining location and good heat transfer through the tube wall.2
Design Benefits
The bi-metallic tube design saves costs as titanium or zirconium monotube fabrication is more complicated and costly. The safest option for welding a bimetallic tube is to remove zirconium from the tube end, as shown in Figure 2.
As a result, the tube-to-tube sheet joining involves only the stainless steel outer component. Thus, damage to the mechanical bond and melting of zirconium can be avoided.

Installation Examples
Bi-Metallic tube UNS S31050/UNS R60702
Before the first full-scale installation in 1991, the bimetallic tubes UNS S31050/UNS R60702 were tested by a licensor for 40,000 h in service. The tubes were reported to be “as if they were new.” In the former design, the licensor used titanium tubes.
The tube performance was good in the severe environment. However, localized erosion inside the tubes could appear, resulting in a premature replacement of the stripper. In this environment, zirconium has better corrosion and erosion properties than titanium or UNS S31050. Therefore, a thin inner lining of zirconium is sufficient as the strength comes from the outer tube in UNS S31050.2
Bi-Metallic tube UNS S31002/UNS R60702
The first installation in a nitric acid plant in the USA was in a tail-gas preheater. The tubes were installed at the end of 2021.
Composite Tubes
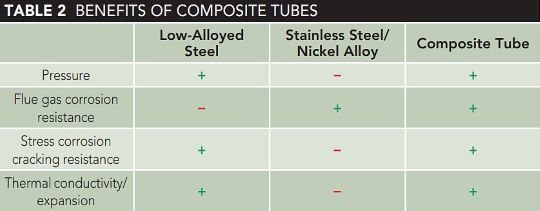
A composite tube consists of two components that were metallurgically bonded together. A typical composite tube comprises an outer corrosion resistant component and a load-bearing inner component, generally carbon steel. Table 2 shows how a composite tube combines the best features of the two different components.
The metallurgical bond is formed by the co-extrusion of the two components at high temperature and pressure. Composite tubes are used where process conditions require properties and cost evaluations that cannot be met only by one material.
Corrosion Properties
In the early 1970s, the first composite tubes for recovery boilers were introduced, which consisted of a corrosion-resistant outer component in UNS S30400. At the beginning of the 1980s, several cases of cracking were observed in composite tubes in the most vulnerable positions in the boiler, i.e., floors, smelt spouts, and airport openings. Thermal fatigue and stress corrosion cracking (SCC) mainly cause this cracking.3–6
A new composite tube with a high-alloyed NiCrFe-alloy like UNS N08825 on the outside was developed to increase the corrosion resistance and decrease the susceptibility to cracking. The new composite tube showed resistance against SCC and thermal fatigue that was superior to the previous composite tubes based on UNS S30400.7
Achieving higher efficiency in recovery boilers required the tubes to operate at higher temperatures and pressures and in more corrosive fireside environments, especially in the lower boiler areas and new airport designs.
As nickel alloys are more corrosion-resistant and less susceptible to SCC, a new composite tube with UNS N06690 (alloy 690) on the outside was developed. UNS N06690 was chosen because it has shown extremely good resistance against SCC in other corrosive environments. UNS N06690 has a lower thermal expansion than stainless steel, previously used in composite tubes.
The lower thermal expansion results in a volume change during heating closer to the properties of ferritic carbon steel, making the product less susceptible to cracking during thermal cycling. UNS N06690 also shows better structure stability and lower work-hardening rates than other nickel alloys, such as UNS N06625. Corrosion tests8 compared the resistance of UNS N06690 and other alloys to SCC.
 x H<sub>2</sub>O (water), 25% dry NaOH (sodium hydroxide); 180 °C (356 °F), 48 h.")
Installation Examples
Composite tubes with a corrosion-resistant layer of UNS N08825
The first “full floor” installation in a black liquor recovery boiler has been in service since 1996. The tubes have been in operation for 27 years.
Composite tubes with a corrosion-resistant layer of UNS N06690
Alloy 690 composite tubes were installed in 2014 in a pulp and paper mill. They replaced cracked and corroded 304L composite tubes originally installed in airports.
Conclusions
In recent years, many innovative steel grades or products have been developed for the industry to avoid corrosion problems, increase process efficiency, reduce costs, and increase safety.
To develop these products, a high level of material and product development expertise is necessary. However, only long-term customer relationships with leading actors in different industries make these success stories possible.
Editor’s note: This article first appeared in the June 2024 print issue of Materials Performance (MP) Magazine. Reprinted with permission.