Closed cooling loops are encountered across a variety of industries where cooling is critical to operations and operators cannot tolerate the variability typically seen in open cooling towers. The water inside a closed loop is ideally circulated for a long period of time without need for significant makeup water or deliberate blowdown of the loop.
Most industrial plants will contain some amount of closed cooling loops. Because closed cooling loops can run with little maintenance for long periods of time, they can become a neglected part of a customer’s water treatment system. This neglect can lead to significant issues that can negatively impact heat transfer efficiency in the cooling process.
The most common issues in closed cooling loops are corrosion and microbial growth.1-2 Scaling in closed loops is not normally a concern, as most operators fill their loops with relatively low hardness/alkalinity makeup water.
In terms of water quality, the main driver for corrosion in closed loops is chloride concentration. Closed loops are constructed mostly with carbon steel, stainless steel, and copper alloys; however, the use of aluminum alloys in closed loops is becoming more prevalent.
Closed loop volumes can vary significantly; in HVAC applications volumes can be as low as 10 gal (37.85 L), whereas some refineries have closed loop volumes of several million gallons. Corrosion inhibition in closed loops is predominantly treated using nitrite and molybdate (MoO4)-based corrosion inhibitors,3 although organic-based closed loop corrosion inhibitors have been reported.4-5 Nitrite provides excellent corrosion inhibition performance over a wide range of temperatures and chloride content. Nitrite functions as an anodic corrosion inhibitor and functions without the need of dissolved oxygen. Despite excellent corrosion inhibition performance, nitrite does have several limitations.
The biggest potential issue with nitrite in closed loops is its biodegradability in the presence of microbiological organisms. This biodegradability is an issue for two reasons; first, the nitrite is consumed by microbiological growth which increases the risk of loop corrosion, specifically pitting corrosion, if nitrite levels are decreased significantly.
Second, microbial growth can easily get out of control since the nitrite is an excellent food source which can encourage even more microbial growth which can lead to microbiological induced corrosion. The potential for microbial growth in closed loops treated with nitrite can also lead to significant water costs. Nitrite is also toxic, so any nitrite-based corrosion inhibitor suffers from a safety, health, and environment (SH&E) perspective.
Molybdate is also used as a corrosion inhibitor in closed loops. Molybdate does not have the large application window that nitrite has and it struggles to inhibit corrosion when chloride levels are >15 ppm. Molybdate is also much more expensive than nitrite. Additionally, in some regions, there are very strict discharge limits on Mo, which limits where MoO4 can be used as corrosion inhibitor.
An advantage of molybdate closed loop corrosion inhibitors is that microbiological growth does not consume molybdate. Closed loop corrosion inhibitor formulations must also include a buffer to keep loop pH high in case of process leakage into the loop. Historically, borates have been formulated into closed loop corrosion inhibitors due to their low cost and appropriate buffering range.
Currently, however, borates are classified as a substance of very high concern (SVHC) by the European Union. Borates have been classified as a toxin for human reproduction. As such, water treatment companies are removing borate from their product lines.
Due to the limitations previously described in performance (molybdate) and SH&E
(nitrite and borate), a next-generation closed loop corrosion inhibitor is needed. Previous
literature has described the desired characteristics of new closed loop programs
including: 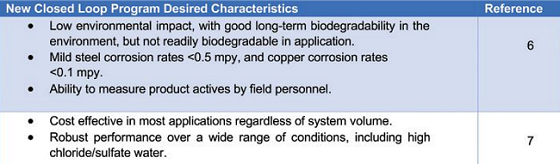
This article presents a novel Anchoring Corrosion Inhibitor Derived from Carboxylate (AC/DC) for carbon steel that does not contain nitrite, heavy metal, boron, phosphorus, or filming amine. An inert fluorescent tracer was blended into the formula for advanced product monitoring and control. The AC/DC based corrosion inhibitor package meets the previously described characteristics as well as the following additional features.
AC/DC
The advantages of AC/DC are as follows:
- No aquatic toxicity: Non-nitrogen dioxide (NO2), non-phosphorus, nonmolybdate, non-borate; potentially enabling direct discharge to sea or wastewater treatment plant.
- Safer materials handling: Improved safety over current treatment chemistry.
- Robust treatment: Superior performance by protecting the surface of the metal under high stress conditions, such as high skin temperature, high chloride/sulfate concentration.
- Highly stable treatment: Improved resistance of the treatment against biological and chemical oxidation, such as oxidizing biocide.
- Optimal cost/performance ratio: Robust performance at reasonable cost to replace molybdate at applications that other inhibitors are precluded.
Results of the Experiment
Jar Tests
AC/DC corrosion inhibitor was evaluated first in jar tests. Jar tests provide a relatively quick test, albeit with slightly higher corrosion rates than are typically observed in the field. Should jar tests prove successful, candidate chemistries were then evaluated in pilot closed loop tests.
In tests performed using W3, AC/DC displays excellent corrosion inhibition at 40 °C and has good performance at 60 °C. Even in the highly corrosive W2 synthetic closed loop water, AC/DC displays excellent performance. There were no signs of localized corrosion in any of these tests. Photographs of some of the coupons are shown in Figure 1.
Pilot Closed Loop Test Results
Pilot closed loop testing was used to reproduce the positive jar test results in a system that better simulates field conditions. The pilot closed loop experiments are open to the air, and the pH drop likely occurs due to carbon dioxide (CO2) ingress. Pilot closed loop experiments are designed to simulate field conditions, but also stress potential new chemistries.
Experiment runtimes are ~30 days unless severe corrosion has taken place. Over the course of the experiment it was necessary to replace evaporative water loss with DI water. Excellent AC/DC corrosion inhibition performance was seen in W2. Photographs of the mild steel coupons are shown in Figure 2.
Filming amines are used industrially to inhibit corrosion in closed loops.9 Filming amines, in particular oleylpropyldiamine (OPDA), have been used quite successfully to inhibit corrosion in boiler condensate systems. Corrosion inhibition results were quite poor for the filming amine-based formulation. It seems that filming amines are excellent corrosion inhibitors in low chloride waters, however performance is poor when chloride concentration is increased.
The failure of OPDA in these closed loop experiments demonstrates the value in designing experiments using highly corrosive waters. The authors’ aim is to design a robust chemistry with a broad application window capable of handling aggressive conditions including high chloride and high heat flux.
Pilot Closed Loop Testing with Inline Linear Polarization Resistance (LPR)
AC/DC Chloride Tolerance
Investigations into the new closed loop corrosion inhibitors revealed that the main driver for corrosion in closed loops is chloride. Chloride concentration seems to play an even more important role than temperature in determining the corrosive potential of a closed loop makeup water. Ideally, operators would fill their loops with demineralized water, however the reality is that more closed loop operators are filling their loops with higher chloride waters as water scarcity and water recycle becomes more prevalent.
As such, a corrosion inhibitor that can tolerate the higher chloride content of today’s loops is very desirable. Furthermore, it is desirable from a water treatment company’s perspective to consolidate product lines and rely on fewer corrosion inhibitors that are effective across the different conditions encountered in closed cooling loops.
As expected, based on the jar testing and pilot closed loop testing reported earlier, AC/DC showed excellent corrosion inhibition results using W2. The incumbent nitrite-based corrosion inhibitor also displayed excellent corrosion inhibition using W2. The molybdate-based incumbent corrosion inhibitor, however, displayed very poor corrosion inhibition, exhibiting unacceptable corrosion rates. The chloride and sulfate content of the loop was then increased by adding sodium chloride and sodium sulfate to reach a chloride concentration of 500 ppm and a sulfate concentration of 667 ppm.
The molybdate-based treatment continued to display very poor performance with corrosion rates exceeding 50 mpy, whereas the nitrite-based treatment continued to exhibit excellent corrosion inhibition in the higher chloride water. The AC/DC program did display a slight increase in corrosion rate, however corrosion rates remained <0.5 mpy even in highly corrosive water.
AC/DC Compatibility with Nitrite-Based Programs
Depending on the industry, the volume of closed cooling loops can be on the order of several million gallons. In many cases, the incumbent closed loop corrosion inhibitor in these accounts is nitrite-based. Because customers will be reluctant to empty their closed cooling loops to introduce a new product, compatibility between any new chemistry and nitrite was made a requirement for AC/DC.
Additionally, nitrite has been shown to react with amines, such as filming amines, to form potentially carcinogenic N-nitrosamines. Due to the N-nitrosamine formation potential, AC/DC was formulated without the use of amines. Our internal research has also shown that N-nitrosamines can even be formed when tertiary amines are exposed to nitrite under typical closed cooling loop conditions.
A pilot closed loop equipped with instantaneous LPR measurements was used to simulate AC/DC overlay onto a nitrite-based program. Over the course of the entire experiment, no signs of corrosion were detected both through gravimetric analysis of the mild steel coupons and through LPR measurements. Based on these results, we expect commercial adoption of AC/DC to be facile since existing loops will not have to be drained and AC/DC can simply be overlaid
on top of existing nitrite programs.
Electrochemical Corrosion Inhibition Testing
The results indicated that AC/DC chemistry is a superior anodic inhibitor in nature. The superior corrosion control was further confirmed by a broad passivation region in the anodic scans of AC/DC. This situation is the most desirable from a materials construction point of view and easiest to facilitate if the critical anodic current density can be made small enough so as not to intersect the reduction polarization curve.10
AC/DC Biostability
A major disadvantage of nitrite-based closed loop corrosion inhibitors is that nitrite can be consumed by microbiological organisms inside the loop.
Nitrite biodegradability in application is problematic. It should be noted that despite the challenges that nitrite-based corrosion inhibitors have with microbiological organisms, they remain the most widely used closed loop corrosion inhibitor due to excellent corrosion inhibition performance over a wide application window. One of the critical design characteristics of AC/DC was for the chemistry not to be consumed by microbiological organisms and display biostability in application.
The biostability of AC/DC was evaluated through pilot closed loop testing and over three months, the active concentration of AC/DC did not significantly decrease, whereas the concentration of nitrite over the same time period decreased by 15%. Additionally, pasteurization tests on samples collected from each loop showed that the AC/DC microbial population was 10% spore, whereas the nitrite microbiological population was 0.01% spore, indicating that the microbiological population preferred the nitrite-based corrosion inhibitor.
Conclusions
Closed cooling loops are a critical component of most industrial plants. The incumbent closed loop corrosion inhibitors are based on toxic components such as nitrite, molybdate, and borate that are coming under more SH&E scrutiny.
New closed loop corrosion inhibitors are necessary that maintain corrosion inhibition performance while not containing toxic components. A novel AC/DC was developed to mitigate corrosion in mild steel closed loops. AC/DC was formulated with azoles for copper alloy corrosion control. AC/DC does not contain nitrite, heavy metal, boron, phosphorus, or filming amine.
Data presented in this article show that AC/DC offers superior corrosion inhibition performance when compared to incumbent closed loop corrosion inhibitors based on molybdate and filming amines. AC/DC provides excellent corrosion inhibition over a wide range of pH and chloride/sulfate concentrations.
Relative to nitrite, AC/DC displays similar corrosion inhibition performance in the most commonly encountered closed loop waters. Unlike nitrite, AC/DC is not consumed by microbes in application. AC/DC biostability should enable better microbial control in closed loops, lowering biocide usage, and enabling better product dosing control via fluorescent tracing.
Note: This article is based on CORROSION 2021 paper no. 16465.