Power plants and refineries located near the coast often use seawater-fed heat exchangers as an economical cooling technique. Because the seawater is free and abundant, it is widely used as a heat transfer fluid.
However, there are several disadvantages, including erosion, microbial marine corrosion, and biofilm and biofouling buildup. The fouling itself is diverse and depends on several factors, such as the nearby marine biomes, fluid stream velocity, water temperature, and particulate concentration. These influences are not independent of each another, rather one can affect the other and cause a ripple effect.
When designing a heat exchanger system, engineers must consider ways to control and mitigate the many different kinds of fouling. Because there are different types, and because they play off one another, it is all but impossible to design a one-size-fits-all strategy to control fouling in all instances. Unfortunately, these control plans must be reviewed on a case-by-case basis for each unique environment.
Although design rules exist, it is still imperative to account for worker availability and downtime schedules that often take priority over set operating or cleaning schedules. In such cases, post-installation strategies become important. Altering surface characteristics and the surface chemistry by making the surface hydrophobic lowers the biological fouling’s adhesion strength and lowers the rate of crystallization fouling from mineral deposits.
Researchers Matthew A. Nakatsuka, Andrea C. Mansfeld, Sumil S. Thapa, Vinod P. Veedu, and Erika P. Brown of Oceanit Laboratories, Inc. address these challenges and offer a novel solution in their 2021 CORROSION paper1. They test “an ultra-low surface roughness treatment that can act as a protective barrier against biofilm formation and erosion, while simultaneously improving the effective heat transfer rate” called HeatX†. It is an in-place applicable nano-surface treatment (NST) that was created for easy, one-step quick curing at atmospheric conditions.
It can be applied on substrates that have already been in use (Figure 1) with the added benefit of being primer-less and needing little surface preparation. According to the researchers, it does not include biocides or heavy metals, nor does it slough off over time. Not only does this limit its environmental impact, but it can also be applied at thicknesses far less than traditional protective coatings.
To test the NST, the team first applied it to two different test metal substrates (as requested by different industry partners in transportation and refining) using air-driven spray treatment with a final thickness of 50 μm. It was then allowed to cure for 24 h at atmospheric conditions.
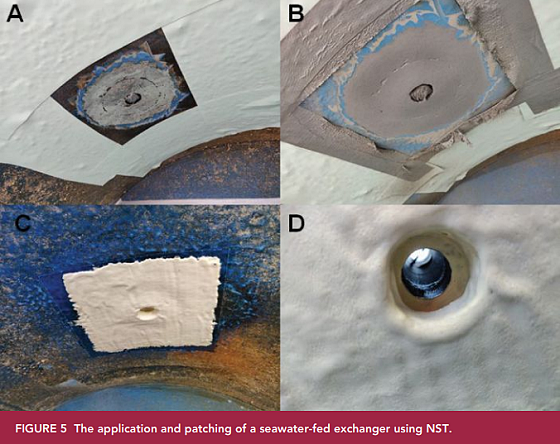
Additionally, they applied the NST to two seawater-fed shell-and-tube heat exchangers at a power plant in Honolulu, Hawaii, USA. For the first, the interior of ~1,500 tubes were coated with the NST, along with a carbon steel (CS) tube sheet to a nominal thickness of 50 μm and allowing for a 24 h cure. For the second, galvanic corrosion occurred at the site of an access valve and the NST was applied there as part of a patching job. It was sprayed on in three coats to a final thickness of 75 μm.
To establish the effectiveness of the NST, the team exposed bare metal tubular and stamped-bolt treated surfaces to environmental conditions for a prolonged timeframe.
These treated and untreated steel tubes were exposed to:
• Immersion in hydrochloric acid (HCl)
• Rinsing in deionized water
• Atmospheric exposure (until dried)
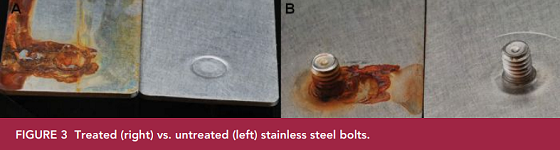
The stamped-bolt samples were subjected to salt fog accelerated corrosion testing, consisting of a sodium chloride (NaCl) brine solution at 95% relative humidity and 35 °C for 100 h.

Figure 2 shows photos of the treated vs. untreated carbon steel tubes. Substantial amounts of iron oxide (Fe2O3) are visible on the tube interior of the untreated tube. There was an increase in surface roughness, increased hydrophobicity, and water absorption, which are characteristics known to amplify the risk for reduced pipeline flow. On the other hand, the treated tube shows no sign of corrosion, even after undergoing the same process, meaning that it could theoretically present considerable operational benefits.
Figure 3 shows that significant corrosion protection occurred when the NST was applied to the metal substrates. The cold well seams between the bolt and the panel appeared fully protected—sealing the bond line from any water incursion and protecting from corrosion. The researchers point out that no significant profile needed to be built for it to be applied, meaning parts already installed and in use are able to be treated.
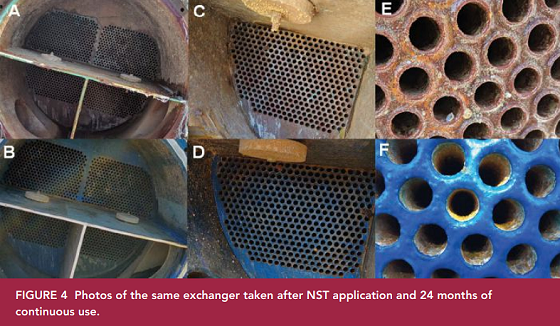
Currently in process are long-term studies on the NST application to in-service exchangers. In one instance, an exchanger was in continual seawater service for 24 months (Figure 4). Prior to NST coating, the exchangers were deemed in need of cleaning every six months by the power plant. This process is both time consuming and costly. After the NST application, which was applied to the full length of each tube and the top of the tube sheet epoxy, and 24 months of service, the exchanger still did not indicate any blockage or buildup. Clearly, the fouling adhesion had significantly decreased.
The NST has also been used on an exchanger to weld a new piece of CS into place. This spot application successfully formed a seamless seal between the new and existing substrates. After 90 days in service, no operational issues have been reported.
Throughout the testing and studies of the NST, several benefits became apparent:
• Fast application requiring minimal downtime
• Durable and effective
• Able to be used on a variety of substrates
The researchers conclude that the NST show great potential toward combating fouling in many different environments.
Reference
1 M. Nakatsuka, et al., “Novel Anti-Fouling Surface Treatment for Heat Exchangers,” CORROSION 2021, paper no. 16734 (Houston, TX: NACE International, 2021).