To date, environment-assisted damage mechanisms have been studied in various detail, in terms of their mitigation, susceptibility, monitoring, and critical factors that can trigger and drive these mechanisms. The damage mechanisms in this category mainly include environmentally assisted cracking and environmental corrosion that subsequently result in various failure modes, such as pitting, rupture, cracks, etc. On the other hand, certain damages happen due to neighborhood conditions and may or may not require conditions like those reported in the previously mentioned environment-assisted damages.
Modern inspection practices for process equipment, such as heat exchangers, tanks, vessels, and piping, involve the consideration of applicable material damage mechanisms.1 The decision-making is dependent on the assessment of applicable failure modes, such as loss of thickness, pitting, localized corrosion, rupture, etc. Moreover, risk-based inspection (RBI) programs have recently emerged, broadening the canvas of inspections to the applicable risks and estimation of associated probabilities as well as impacts.2-3
Case Study
An oil refining unit was ready for startup after successful maintenance turnaround that involved inspections, repairs, and box up works. The turnaround work was completed in accordance with anticipated checklists and inspection plans. During start-up, an 8-in (23-mm) low carbon steel A106 Grade B (UNS K03006) insulated line containing finished hydrocarbon product showed evidence of leakage. The line was covered with glass wool insulation and cladding to retain the heat of the hydrocarbon service.
The hydrocarbon product leaked out of the pipe, seeping out of the insulation and reached the outer cladding surface. Due to high flammability and criticality of the line toward the start-up milestone of the refinery, the whole plant was depressurized to inspect and repair the leakage issue. Insulation was stripped off, followed by inspection of the pipe loop through visual and ultrasonic thickness checks using an Olympus 37DL Plus.† It was observed that the segments of piping were badly affected by corrosion under insulation (CUI) as well as thinning below the retirement thickness. Certain portions of pipe were punctured due to the combined effect of CUI and thinning.
The segment of pipe was running horizontally, without any adjacent vertical line, bend, or closed loop, under the grating portion of the platform and such portions are not usually considered as “prone to CUI” during inspection reviews, unless they are small bore or exposed to rain. Undoubtedly, seeping of external moisture into the insulation resulted in its wetting, thereby causing CUI.
An investigation was carried out to reveal the reason for moisture ingress inside the insulation. Quality control dossiers were consulted to check the construction records, inspection reports for insulation and cladding, as well as evidence of nonconformances that occurred in the past. No relevant evidence was found that could help to identify reasons behind the moisture ingress. Later, operator log books revealed that frequent water spills occurred on the platform right above that pipe segment; this might have resulted in the water ingress into the insulation.
The corroded pipe spools were demolished and new spools were installed, followed by welding, nondestructive examination (NDE), hydrotesting, and insulation works. The start-up milestone of the whole facility was delayed by approximately three days, resulting in extra repair costs and huge production loss.
Results
Evidently, failure of the pipe segment due to CUI at the time of plant start-up resulted from simultaneous overlooking of two different risk events. The first was ignoring the neighborhood conditions and relevant logbooks. Consideration of these could likely reveal the risk of dripping water from overhead platforms that led to moisture ingress and subsequent CUI on the pipe segment. The second ignored factor was criticality of this line in terms of safety as well as start-up of the whole refinery. The wall thickness of the pipe material was 23 mm (as per ASME B36.10 Classification Schedule 160), and wasn’t readily available in stock, and even with local vendors. So, it took two more days for ordering and the delivery of the pipe material on site. This eventually led to the increased production downtime and costs resulting from subsequent site works (comprising demolition and removal of corroded pipe spools, installation and welding of new spools, nondestructive examinations, hydrostatic pressure testing, painting, and re-insulation). Moreover, the platform segments right above the lines were secured from dripping water (if any) by replacing the grating with checkered plates.
Discussion/Remarks
The original design thickness of the pipe was ~23 mm and the expected corrosion rate was ~1.5 mm/y. On the other hand, higher deterioration rates due to unanticipated CUI led to early retirement of the pipe segment.
CUI monitoring is a crucial factor in the integrity of piping and equipment, as there could be a high level of uncertainty about the presence of CUI. CUI monitoring requires stripping off insulation or other NDE techniques (infrared thermography or neutron backscattering) that are generally not viable due to high associated costs and longer logistical time. Recently, another NDE has been proposed that relies on a robotic crawler to inspect for CUI underneath insulated and cladded surfaces of various process equipment, like tanks and vessels. Still, there are challenges associated with this technique in terms of operation at uneven/damaged insulated surfaces (with air gaps), compatibility of the robot with service, feasibility of inspections for the complex, inaccessible piping loops, as well as small bored piping, etc.4 Moreover, cost and time for availability of this service is a point of concern for operating process facilities. Finally, selection of inspection points for a CUI check by the crawler still requires the assessment, expert’s judgment, and decision making by the inspection personnel.
A possible preventive solution would be relocation of pipe segments from the locations that are prone to moisture ingress and trigger CUI. This would, in turn, require reviews from process engineering to investigate the impacts of the line’s re-routing on process conditions, including pressure, velocity, and flow rate, as well as feedback from operations personnel about the accessibility of valves and gauges for field operators. Also, the review of engineering personnel would be crucial to check the interference of proposed new loops with the neighborhood as well as associated cost due to increased bends, field welds, and fabrication works. If the rerouting or relocations of the pipe to avoid CUI from dripping water are not viable due to undesirable process changes and consequent cost increase, then the use of checkered plates above the piping segment, as is done in the previously mentioned case, would be one viable option, provided it does not jeopardize the integrity of the platform under the intended loads.
During installation of cladding sheets, the orientation of closing edges (called laps) should be positioned in a way to ensure adequate accessibility for insulation applicators as well as inspectors, and minimize the probability of any moisture ingress from rain or other neighborhood conditions. Other than CUI, certain secondary damage mechanisms can be triggered due to the condition of insulation material. For the equipment and piping of Type 304L stainless steel (UNS S30403) containing older calcium silicate insulations, a high probability exists for chloride stress corrosion cracking. So, the selection of the right insulation with adherence to applicable insulation specs and recommended practices is the first step to counter CUI.5
Inspection checklists must incorporate visual inspections of missing or damaged sealants, as the absence of sealant could be the gateway for potential moisture seeping into insulation via cladding.
The painting of field welds is always a concern as it is likely to differ from the equipment and spools that were coated under the controlled atmosphere of a painting shop.6 Field weld joints are usually painted by normal cleaning with a power brush, followed by a paint touch up with roller brushes. Any flaws or nonconformances arising from this practice are likely to create a location for initiation of corrosion in case of moisture ingress into the insulation. The humid conditions may result from operational conditions of the neighborhood, such as cooling tower drift, dripping water from overhead equipment, leaking flanges, steam traps, or unusual events such as rain, fire water sprinkles, chemical cleaning, hydrojetting, flushing, steaming, etc. In such scenarios with inevitable moisture ingress, use of an adequate painting system (primer, multicoat) can be an effective and viable last line of defense against CUI. Nevertheless, a balanced monitoring approach considering the detailed history of the equipment, piping, tanks in terms of their operations, process, inspections, reliability, and maintenance can proactively address the biggest portion of uncertainties with CUI. Finally, avoidance of CUI due to potential water dripping from overhead structures, as mentioned in the previous case, requires an RBI mindset, even during the design phase of the entire chemical process, operating systems, process equipment, as well as piping and structural segments.7
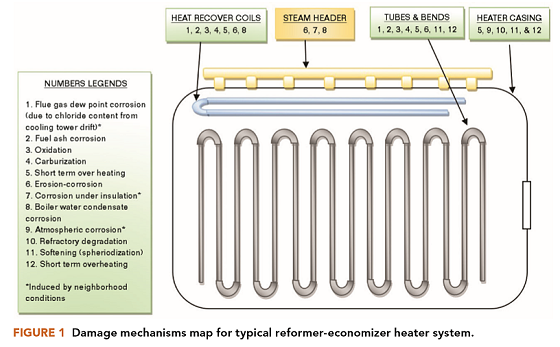
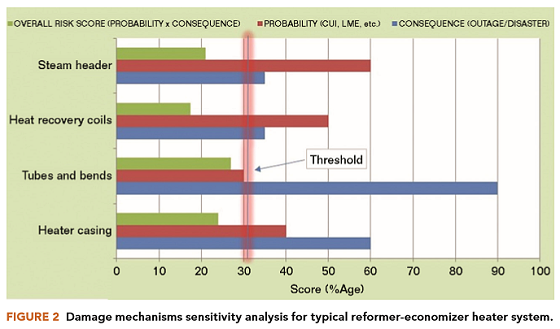
Figure 1 shows the modified map for some potential damage mechanisms that can be expected in the heater components, including tubes, casing, heat recovery coils, steam header, and reformer system, along with adherence to neighborhood-influenced damage mechanisms. Figure 2 shows the possible sensitivity analysis using a modified tornado diagram to indicate the propensity and associated outcome toward neighborhood-influenced damage mechanisms. Additionally, it shows applicable consequences, including financial and outage impacts.8 In other words, neighborhood-driven uncertainties can be addressed by adherence to site conditions, operation log books, process data, applicable damage mechanisms, as well as piping isometrics as well as process and instrumentation diagrams.
Conclusions
1) In addition to known environment-associated damage mechanisms (like environmental corrosion, environmentally assisted cracking, etc.), common neighborhood conditions (such as stray currents,9 cooling tower drifts, and floor vibrations due to machinery), inspection and RBI teams should consider the historical records of unusual events in the neighborhood. These unusual neighborhood events include dripping water, chemical cleaning, steaming, hydrojetting, flange leaks, fire water sprinkling, spills, fires, explosions, relief valve pop-ups, repairs, etc.7 As a best practice, the frequency and pattern of these recordkeeping should be made flexible for potential consolidation with an organization’s RBI program.
2) Credibility and sensitivity of neighborhood envelope-containing equipment, piping, systems, loops, components, and stray currents9 toward the equipment or segment under study should be considered, followed by a thorough review and evaluation as a part of RBI efforts.
3) Wherever feasible, painting systems (or at least primer) for piping and equipment should be selected to withstand normal operating conditions, upset conditions, and leaks of neighborhood service. Nevertheless, comparison of painting systems should be made from an economic standpoint to compare cost and benefits of the painting system before implementation.
4) Specialized inspection plans should be in place considering the frequent inspections of insulations for piping and equipment that are prone to moisture ingress.
5) Addressing the neighborhood and other applicable damage mechanisms during the design and construction phase can proactively eliminate certain bottlenecks and risks that can increase the operational budget and are likely to remain unaddressed if the design reviews don’t consider the existence of “influential neighborhood.”
6) The compilation of unusual historical events, operational and engineering records, and incidents followed by analyses using RBI techniques can provide vital input toward the forensic studies and subsequent management of insurance claims.
† Trade name.
Acknowledgments
This publication was developed in consultation with Muhammad Ahmad Awan, senior QA/QC engineer at Olayan Descon Industrial Co., Jubail, Saudi Arabia; Ashfaq Ali, senior RBI engineer at ISQ Sultan International, Abu Dhabi, UAE; and Yasir Irshad, manager, Projects at Expertise Contracting Co., Ltd., Jubail, Saudi Arabia.
References
1 API RP 571, “Damage Mechanisms Affecting Fixed Equipment in the Refining Industry” (Washington, DC: API, 2011).
2 A. Rana, Z. Farhat, “Mitigating Material Damages Through Risk-Based Inspections,” MP 57, 9 (2018): pp. 46-49.
3 API RP 580, “Risk Based Inspection” (Washington, DC: API, 2016), p. 18.
4 B. DuBose, “Crawling Robot System to Detect Corrosion Under Insulation,” MP, August 1, 2018, http://www.materialsperformance.com/articles/material-selection-design/2018/08/crawling-robot-system-to-detect-corrosion-under-insulation.
5 API RP 583, “Corrosion Under Insulation and Fireproofing” (Washington, DC: API, 2014).
6 L. Wilson, “Field Joint Coatings,” MP, August 1, 2018, http://www.materialsperformance.com/articles/coating-linings/2018/08/field-joint-coatings.
7 API RP 581, “Risk Based Inspection Methodology” (Washington, DC: API, 2016), pp. 9596.
8 Project Management Institute, A Guide to the Project Management Body of Knowledge, 5th ed. (Atlanta, GA: PMI, 2013), p. 338.
9 API RP 651, “Cathodic Protection of Aboveground Petroleum Storage Tanks” (Washington, DC: API, 1997), p. 18.