Next-generation pretreatment technologies are an important tool to improve manufacturing and fuel efficiencies in the transportation industry. Aluminum oxide (Al2O3) forms a lightweight, sustainable pretreatment coating. We will show that the deposition process is tunable and generates no hazardous waste or sludge, offering energy savings in waste disposal.
Finally, aluminum oxide can be an effective pretreatment for direct-to-metal (DTM) coating operations that are likely to lead a new wave of lightweight paint systems in the future. This article describes the technology with a view to the replacement of conventional pretreatment processes in the transportation industry.
Energy Efficiency Improvement in Transportation
There has been considerable effort devoted to improving vehicle fuel economy and reducing energy consumption and waste in vehicle manufacturing. Novel pretreatment technologies enable increased efficiency in both vehicle fuel consumption and vehicle manufacturing through lightweighting, reducing paint application steps, and removing sources of toxic materials.
Vehicle production is an energy-intensive process and approximately “70% of the automotive assembly plant energy is consumed in the paint shop.”1 Energy use from pretreatment and painting operations includes water heating, oven drying, pumping, and waste treatment processes. Increasing environmental regulations are also driving environmentally responsible coatings and process development. A new technology that can reduce toxic waste and the energy required for vehicle painting will have a significant impact on vehicle manufacturing efficiencies.
A significant approach to improving vehicle fuel economy is through material lightweighting. Lighter vehicles built with lighter materials, like aluminum, consume less fuel. However, introducing new materials into existing manufacturing and painting processes creates challenges since the methods were optimized largely based on steel. For example, traditional phosphate pretreatment methods are not designed for aluminum substrates and yield seven times more bath sludge if 20 to 30% aluminum is used.2
These challenges have limited the use of aluminum alloys to just 4% in the automotive industry, with this expected to increase to 18% by 2040.3 New surface pretreatments are critical to achieving corrosion, adhesion, and appearance requirements for lighter materials and can ease the adoption of lightweight multi-material components.
Our research on the electrodeposition of aluminum oxide offers an attractive approach to improving vehicle fuel economy and reducing energy consumption and waste in vehicle manufacturing. Lumidize† is a lightweight paint pretreatment based on the electrodeposition of non-hazardous aluminum oxide and can be applied to virtually any conductive substrate before coating. Overall, we identify four key opportunities for improving manufacturing and fuel efficiencies using the novel, aluminum oxide-based pretreatments:
1. Lightweight pretreatments can be applied with minimal energy use and can improve the corrosion resistance of the coatings system.
2. Minimal hazardous waste streams that do not require potentially toxic support processes and additives.
3. Application to multi-metal components permitting greater use of lightweight aluminum alloys.
4. DTM coatings that eliminate paint steps and reduce energy use and waste in paint application.
Lightweight Pretreatments at Ambient Conditions
Novel aluminum oxide-based pretreatments are intrinsically environmentally friendly, conforming to Registration, Evaluation, Authorization, and Restriction of Chemicals regulations while improving coatings performance and offering energy savings. In our research, the aluminum oxide-based pretreatment is an ultra-thin, high-performance paint adhesion layer that is a drop-in replacement for zinc phosphate operations currently in use. Exceptional paint adhesion is achieved with pretreatment layers as thin as just 600 nm, offering substantial benefits in coating weight and flexibility (Figure 1).

The electrodeposition process is performed at ambient conditions saving heating energy and water make-up costs compared to zinc phosphate. Additionally, the process requires no hazardous conditioning steps, only needing a brief acid activation step to give a clean metal surface before pretreatment. After the aluminum oxide is applied, no post-treatment seal is necessary, also reducing the number of immersion tanks required for application and potentially further eliminating hazardous wastes.
The new pretreatment has already been shown to be effective with powder-coated and painted epoxy resins, offering huge improvements over phosphates for corrosive delamination. Aluminum oxide pretreated mild steel samples, powder-coated with epoxy, and subjected to ASTM B117 neutral salt spray and tested for scribe delamination by ASTM D1654 show minimal scribe creep after 1,000 h (Figure 2).
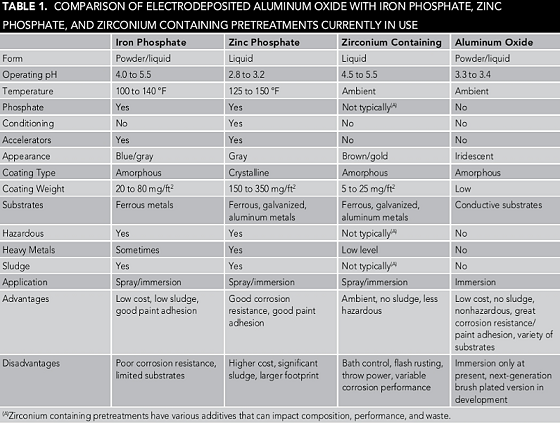
Other alternate pretreatments, like zirconium-based systems, are available but have challenges. Zirconium pretreatments can be used in place of zinc phosphate for multiple substrates and produce little sludge. However, zirconium containing pretreatments are difficult to control, give lower corrosion resistance than zinc phosphate, require fluoride content that leads to flash rusting, and can yield toxic waste streams depending on required additives that can include phosphate or heavy metals. A comparison of aluminum oxide-based pretreatments with each of the incumbent technologies is shown in Table 1.
Waste Minimization for Pretreatments
For zinc phosphate pretreatments, discarded solution and rinse waters must be treated for phosphate and heavy metals before disposal. Zinc phosphate also commonly requires a post-treatment rinse for improved corrosion resistance that may contain chrome (VI), a major carcinogen that is heavily regulated and requires even more careful treatment.5
New technologies, such as zirconium containing pretreatments, often use additive packages with hazardous components such as phosphate, vanadate, fluoride, and copper for optimal performance. While they offer an improvement over incumbent technologies, they’re not a long-term sustainable solution.
The electrodeposited aluminum oxide pretreatment approach uses no phosphates, heavy metals, cyanide, or fluoride. It is a fully zero volatile organic compound process with the minimal waste treatment required for solution and rinses water before discharge. Additionally, the pretreated substrate is ready to paint after deposition and doesn’t require additional rinse or conditioning steps to give excellent paint adhesion and corrosion resistance.
Pretreatments for Mixed-Metal Components
As previously mentioned, conventional pretreatment methods were designed primarily for steel components. Pretreatment variants for different metal substrh3ates, such as aluminum and zinc, rely on chemical modification of the conventional pretreatment solution.
For example, zirconium-based pretreatments often require fluoride and copper-based additives to give effective coatings on different aluminum alloys. The modifications make bath control difficult and limit mixed-metal substrates.

In our research, the deposition of aluminum oxide is electrolytic, so bath control is gained through applied current and pulse timing rather than chemical manipulation. This tunable versatility allows the same solution to be adapted for different metals without chemical intervention.
By changing pulse timing and current, the coating can be applied to several aluminum alloys including 2xxx, 3xxx, 6xxx, and 7xxx series, as well as zinc galvanized steel and nickel-plated steel without loss of performance. The process can even be tuned to address combinations of these surfaces simultaneously without masking or using multiple process steps. For example, pretreatment of a large component for the oil and gas industry showed simultaneous deposition of aluminum oxide across mild steel, stainless steel, and a weld joint.
With the novel aluminum oxide process, the same pretreatment bath can be used to treat different metal substrates and multi-metal components. This “universal” pretreatment allows the pretreatment to be applied with fewer treatment tanks and lessens the need for dedicated lines for specific substrates. These manufacturing efficiencies lead to cost savings in water consumption, waste generation, and energy and reduced operational complexity.
Pretreatments Enabling Direct-to-Metal Coatings Systems
A long-term goal is to use aluminum oxide pretreatments for next-generation coatings systems with fewer paint layers and excellent adhesion, corrosion, and appearance performance. Current coatings systems used in the transportation industry require several heavy paint layers for optimal aesthetic and corrosion-resistant properties. Eliminating one or more paint layers while improving properties would represent an improvement in fuel efficiency.
Additionally, substantial energy and cost savings would be realized through fewer required paint and cure steps, with less energy required for spray and oven operations during manufacturing. New paint systems are in development,6 but the pretreatment layer is often overlooked. Our research demonstrates that electrodeposited aluminum oxide can act as an effective DTM pretreatment.
Figure 3 shows the comparison of a traditional coatings system with an iron phosphate pretreatment to a DTM polyurethane coating over the aluminum oxide pretreatment. A DTM system based on the aluminum oxide pretreatment can withstand 1,500 h of ASTM B117 neutral salt spray with no detectable scribe creep compared to a coating failure of the traditional coating system after only 500 h. The results show that superior corrosion and adhesion performance can be achieved with the aluminum oxide pretreatment, even without the epoxy primer in a traditional coating system.
 This effect is not limited to steel. Using aluminum oxide pretreatment, a DTM polyurethane coating also shows improved adhesion and corrosion resistance compared to a traditional trichrome-based conversion coating on aluminum alloy 6061. Figure 4 shows no scribe creep on the aluminum oxide treated panel after 4,000 h of ASTM B117 salt spray exposure. This effect is predicted to extend to other aluminum alloys, allowing fewer paint layers on aluminum materials in aerospace at significant savings in the application and operational costs.
This effect is not limited to steel. Using aluminum oxide pretreatment, a DTM polyurethane coating also shows improved adhesion and corrosion resistance compared to a traditional trichrome-based conversion coating on aluminum alloy 6061. Figure 4 shows no scribe creep on the aluminum oxide treated panel after 4,000 h of ASTM B117 salt spray exposure. This effect is predicted to extend to other aluminum alloys, allowing fewer paint layers on aluminum materials in aerospace at significant savings in the application and operational costs.
New pretreatment technologies that support DTM coatings while improving performance will eliminate paint layers, thus reducing vehicle weight and improving fuel economy. Also, fewer required painting steps in assembly leads directly to reduced energy consumption from the application and curing operations as well as reduced waste handling costs. It may even be possible for DTM coatings with aluminum oxide pretreatments to replace traditional liquid primer steps or even electrocoating itself for some transportation applications.
Summary
A new pretreatment method based on the electrodeposition of aluminum oxide provides several opportunities to improve vehicle fuel economy and reduce energy consumption and waste in vehicle manufacturing.
1. Aluminum oxide is an intrinsically lightweight coating, applied at ambient conditions, and requiring minimal pre- and post-treatment. These properties will reduce energy for coating applications and improve vehicle fuel efficiency.
2. The deposition process is sustainable and non-hazardous, reducing costs for waste disposal and processing compared to both zinc phosphate and zirconium-based treatments currently in use.
3. Aluminum oxide shows excellent paint adhesion and corrosion resistance regardless of substrate, allowing the use of greater amounts of lightweight alloys and aluminum in vehicles without changing the chemical composition or sacrificing performance. This leads to a direct improvement in fuel efficiency for vehicles and simplifies coating operations for multi-material components.
4. Aluminum oxide forms an ideal surface for direct-to-metal coating operations allowing direct application of top-coats to the pretreatment without the need for primer. This can lead to direct lightweighting of vehicles as well as reducing energy consumption costs in paint shops whose operations account for 70% of total energy in vehicle assembly.
In the short term, aluminum-based pretreatments offer a viable path as a drop-in replacement of zinc phosphate in vehicle coating operations, with improved performance and compatibility with current coatings systems. In the future, these pretreatments will be positioned as next-generation corrosion-resistant adhesion layers for DTM coatings systems allowing novel single paint coatings systems without sacrificing performance in the transportation industry.
† Trade name.
References
1 C.S. Harris, “Coatings and Process Development for Reduced Energy Automotive OEM Manufacturing Final Technical Report,” U.S. DOE, DE-EE0005777, January 1, 2015.
2 Z. Xu, G. Anyasodor, Y. Qin, “Painting of Aluminium Panels—State of the Art and Development Issues,” MATEC Web of Conferences 21, 05012 (Les Ulis, France; MATEC, 2015).
3 A. Giampieri, et al., “A Review of the Current Automotive Manufacturing Practice From and Energy Perspective,” Applied Energy 261 (2020).
4 Regulation (EC) No 1907/2006, “Registration, Evaluation, Authorisation, and Restriction of Chemicals (REACH)” (Brussels, Belgium: European Parliament and of the Council, 2006).
5 N. Silvernail, J.L. Stalker, T. Lingenfelter, “Environmentally Friendly Zirconium Oxide Pretreatment,” SERDP Project, WP-1676, May 2013.
6 A. Giampieri, et al., “A Review of the Current Automotive Manufacturing Practice from and Energy Perspective,” Applied Energy 261, 1 (2020).